|
Natural
Gas Treatment, Gas Processing, Pipeline Quality Gas
|
|
Natural
Gas Treatment, Gas Processing, Pipeline Quality Gas
|
Natural Gas
Treatment
www.NaturalGasTreatment.com
What is Natural
Gas Treatment?
As natural gas is produced from either a natural gas well, or from an oilwell which contains "associated gas," the natural gas must be treated or processed before it can be sold/injected as "pipeline quality gas" and then be used at a home or business as a fuel.
Natural gas treatment or processing, takes place at gas processing plants to remove the impurities and other hydrocarbons other than the methane itself, or CH4.
The by-products and impurities of natural gas that must be treated or processed include; ethane, propane, butane, isobutane, pentane, isopentane and higher molecular weight hydrocarbons, as well as H2S or elemental sulfur, carbon dioxide (CO2), water vapor and sometimes helium and nitrogen.
Energy
Investment Banking
___________________________________________
www.EnergyInvestmentBanking.com
|
Disclaimer: This is NOT a recommendation, solicitation or offer by us or
any of our past/present partners, suppliers or affiliated
companies or suppliers to buy or sell any security, securities, or to provide or replace any accounting, financial, investment, legal, securities advice or other
service(s). |
What is an Amine Plant?
Amine plants are used for "gas sweetening" in the midstream oil and gas sector known as "gas processing."
Amine plants provide H2S removal as well as CO2 removal from natural gas and liquid hydrocarbons. The process involves both absorption and chemical reactions.
What is an Amine Unit?
Amine units, also referred to as amine plants, are used for "gas sweetening" in the midstream oil and gas sector known as "gas processing."
Amine units provide H2S removal as well as CO2 removal from natural gas and liquid hydrocarbons. The process involves both absorption and chemical reactions.
What is Amine?
Amine, is the shortened form of " Mono Ethanol Amine" or MEA. MEA removes H2S or acid gases through a chemical reaction with hydrogen sulfide or carbon dioxide which forms a salt compound (see Gas Sweetening diagram below).
When
the MEA has absorbed the H2S ( and carbon dioxide) it is referred to as "
rich" MEA.
When the acid gases have been removed from the mono ethanol amine it's called
lean MEA.
What
is a "Cryogenic
Plant"?
A cryogenic
plant is another term for a "gas
processing plant." Gas
processing plants produce natural
gas liquids products, including ethane, at very low or "cryogenic"
operating temperatures, that can range from -40 to -190 degrees below zero,
depending on the cryogenic plant and the ethane or natural
gas liquids they are seeking to produce.
What is Desiccant
Dehydration?
Desiccant
Dehydration is a "natural gas
treating" technology similar in the end result as other "gas
processing" technologies
including gas
dehydration or glycol
dehydration, with the exception that Desiccant
Dehydration does
not use amines. Desiccant
Dehydration
uses "adsorption" technology to "dry" the
natural gas.
Desiccant Dehydration using the adsorption typically consists of two (or more) adsorption towers. Each of these adsorption towers alternate between cycles wherein one tower is actively removing water/moisture from the gas stream, while the other adsorption tower is being "re-generated." Each of these adsorption towers are filled with a "desiccant" that can adsorb a limited amount of water and therefore require re-generation, typically by heat.
Standard desiccants include activated alumina or a granular silica gel material.
In the Desiccant Dehydration process, wet natural gas enters the adsorption towers, from the top and the wet natural gas flows down through the desiccant material, to the bottom. of the adsorption tower. As the wet natural gas passes around the desiccant material, water is separated from the natural gas which is "adsorbed" on the surface of these desiccant particles. By the time the natural gas reaches the bottom of the adsorption tower, over 98% of the water is adsorbed onto the desiccant material, leaving the dry gas to exit the bottom of the adsorption tower. After the desiccant in the active adsorption tower has adsorbed all the water/moisture it can, and reaches capacity, that active adsorption tower is shut down, and an adjacent adsorption tower then activates. During this time, the adsorption tower that has been shut down is "re-generated" and the water/moisture that was adsorbed by the desiccant is heated that vaporizes the water molecules, thereby "recharging" the desiccant and making it ready for use, when the adjacent adsorption tower has completed its cycle.
What is Gas
Dehydration?
Gas
dehydration is used in the production and
processing of natural gas by using either a liquid desiccant (or a dry desiccant
in desiccant
dehydration) that removes water from natural
gas and natural
gas liquids (NGL) in the natural
gas treating process. This also makes the gas
"pipeline
quality gas" which can then be sold to a
natural gas pipeline company.
What is a Gas
Fractionation Plant?
A gas fractionation plant is a facility that separates mixtures of light hydrocarbons into individual, or industrially pure, substances. Gas fractionation plants are an integral part of gasoline plants, gas processing plant, gas refineries, and chemical and petrochemical processing plants. The raw materials of gas fractionation plants are composed mainly of hydrocarbons containing one to eight carbon atoms per molecule. The separation process at the gas fractionation plant of the hydrocarbon mixtures is performed by fractional distillation in "column distillers."
The process for separating natural gasoline in a gas fractionation plant includes preheating of the natural gasoline in a heat exchanger and feeding it to a "propane column." The propane vapors are next "condensed" in a condenser-cooler which then flows to a a reflux vessel where the propane vapors exit from the top part of the column. Some of the propane is returned to the top of the column as a "reflux" and the excess propane is drawn off in the form of a finished product.
After preheating, the liquid from the bottom of the column is fed for further separation by the same method into the next column, where a mixture of butanes is separated from the liquid in the form of overflow, and the gasolines exit from the lower part of the column. The separation of butanes into isobutane and normal butane, as well as gasoline into isopentane, normal pentane and hexanes, continues in the same type process. approximate pure-substance content after processing of natural gasoline is approximately:
propane
96%
isobutane 95%
normal butane 96%
isopentane 95%
gasoline 74%

Picture
of a gas processing and fractionation plant which includes: propane
column, stabilization column,
isobutane column, condenser-coolers, preheaters for bottom of column, heat
exchangers and coolers
Improvements in the technological system of fractionation
plants are designed to reduce capital expenditures and power costs
and to automate monitoring and control systems by means of electronic computers
and by the installation of chromatographic product quality analyzers on flow
lines.
What
is Gas Gathering?
Gas Gathering systems are the physical facilities that accumulate and transport natural gas from a well to an acceptance point of a transportation pipeline are called a gas gathering system.
Gas Gathering lines are small-diameter pipelines move natural gas from the wellhead to the gas processing plant or to an interconnection with a larger mainline pipeline. Transporting natural gas from the wellhead to the final customer involves several physical transfers of custody and multiple processing steps. A natural gas pipeline system begins at the natural gas producing well or field. Once the gas leaves the producing well, a gas gathering system directs the flow either to a gas processing plant or directly to the mainline transmission grid, depending upon the initial quality of the wellhead product.
The processing plant produces pipeline-quality natural gas. This gas is then transported by pipeline to consumers or is put into underground storage for future use. Storage helps to maintain pipeline system operational integrity and/or to meet customer requirements during peak-usage periods.
Transporting natural gas from wellhead to market involves a series of processes and an array of physical facilities. Among these are:
Gas Processing Plant – This operation extracts natural gas liquids and impurities from the natural gas stream, making the natural gas "pipeline quality gas."
Mainline Transmission Systems – These wide-diameter, long-distance pipelines transport natural gas from the producing area to market areas.
Market Hubs/Centers – Locations where pipelines intersect and flows are transferred.
Underground Storage Facilities – Natural gas is stored in depleted oil and gas reservoirs, aquifers, and salt caverns for future use.
Peak Shaving – System design methodology permitting a natural gas pipeline to meet short-term surges in customer demands with minimal infrastructure. Peaks can be handled by using gas from storage or by short-term line-packing.
What
is Gas Liquefaction?
Gas Liquefaction is the process in which natural gas is converted from the gaseous to the liquid phase. At the end of the Gas Liquefaction process, the product is referred to as "Liquefied Natural Gas" or "LNG." Gas Liquefaction is also called "Natural Gas To Liquids."
A first-of-its-kind, natural gas-to-liquids or "gas liquefaction" facility was built in the U.S. that produces high-performance, sulfur-free fuel. The gas liquefaction plant produces approximately 70 bbls of ultra clean fuel per day from natural gas.
A
natural gas to liquids, or "gas liquefaction"
ultra clean
fuels facility in the U.S.
New technologies in the "natural gas to liquids" industry decreases expenses through increased efficiencies and converts natural gas to ultra clean fuel. These facilities typically consist of three primary components: an autothermal reformer that converts the natural gas into synthesis gas, a mixture of carbon monoxide and hydrogen; a Fischer-Tropsch unit that produces synthetic crude oil from the synthesis gas; and a refining unit that upgrades the synthetic crude to ultra clean fuels. These fuels can be transported through existing pipelines and have already been tested in bus fleets operated by the Washington, DC, Metropolitan Area Transit Authority and the National Park Service in Denali, Alaska.
What is Gas
Processing?
Natural Gas Processing plants separate the various hydrocarbons and natural gas liquids from the pure natural gas (methane or CH4) to produce what is known as 'pipeline quality' natural gas. Natural gas pipeline companies have requirements on natural gas they buy from producers which is why the natural gas processing plants are located where they are, and why they separate the ethane, propane, butane, and pentanes from the methane. Natural gas liquids or NGLs include ethane, propane, butane, iso-butane, and natural gasoline.
What
is a
Gas Processing
Plant?
The principal service provided by a gas processing plant to the natural gas mainline transmission network is that it produces pipeline quality natural gas. Natural gas mainline transmission systems are designed to operate within certain tolerances. Natural gas entering the system that is not within certain specific gravities, pressures, Btu content range, or water content level will cause operational problems, pipeline deterioration, or even cause pipeline rupture.
Gas processing plants are also facilities designed to recover natural gas liquids from a stream of natural gas that may or may not have passed through lease separators and/or field separation facilities. These facilities also control the quality of the natural gas to be marketed. Several types of gas processing plants, employing various techniques and technologies to extract contaminants and natural gas liquids, are used to produce pipeline quality "dry" gas. At many processing plants the primary objective is the production of dry gas (demethanizing). Any remaining natural gas liquids extraction stream is directed to a separate plant to undergo what is referred to as a "gas fractionation" process.
But a number of natural gas processing plants do include these gas fractionation plants where saturated hydrocarbons are removed from natural gas and separated into distinct parts, or "fractions," such as propane, butane, and ethane. Essentially, natural gas is methane, a colorless, odorless, flammable hydrocarbon gas (CH4). Also present in natural gas production, especially that in association with oil production, are a number of petroleum gases. They include (in addition to ethane, propane and butane) ethylene, propylene, butylene, isobutane, and isobutylene. They are derived from crude oil refining or natural gas fractionation and are liquefied through pressurization.
What
is Gas
Sweetening?
Sulfur exists in natural gas and is known as hydrogen sulfide (H2S). Natural gas is usually considered "sour" if hydrogen sulfides content exceeds 5.7 milligrams of H2S per cubic meter of natural gas. The process hydrogen sulfide removal from sour gas is commonly referred to as "gas sweetening."
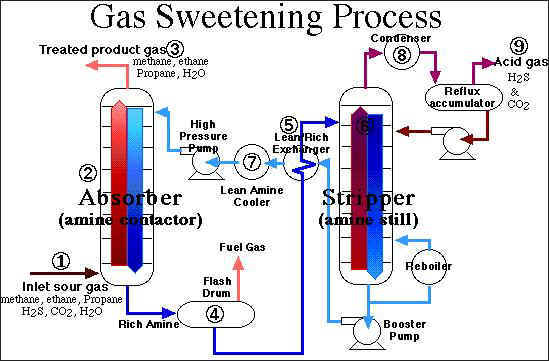
Diagram
of the Gas Sweetening Process
The primary process for sweetening "sour" natural gas
("sour" natural gas contains H2S or hydrogen sulfides) is quite
similar to the processes of glycol dehydration and NGL absorption. In this case,
however, amine solutions are used to remove the hydrogen sulfide. This process
is known simply as the 'amine process', or alternatively as the Girdler process,
and is used in 95 percent of U.S. gas sweetening operations. The sour gas is run
through a tower, which contains the amine solution. This solution has an
affinity for sulfur, and absorbs it much like glycol absorbing water. There are
two principle amine solutions used, monoethanolamine (MEA) and diethanolamine (DEA).
Either of these compounds, in liquid form, will absorb sulfur compounds from
natural gas as it passes through. The effluent gas is virtually free of sulfur
compounds, and thus loses its sour gas status. Like the process for NGL
extraction and glycol dehydration, the amine solution used can be regenerated
(that is, the absorbed sulfur is removed), allowing it to be reused to treat
more sour gas.
Although most sour gas sweetening involves the amine absorption process, it is
also possible to use solid desiccants like iron sponges to remove the sulfide
and carbon dioxide.
Sulfur can be sold and used if reduced to its elemental form. Elemental sulfur
is a bright yellow powder like material, and can often be seen in large piles
near gas treatment plants, as is shown. In order to recover elemental sulfur
from the gas processing plant, the sulfur containing discharge from a gas
sweetening process must be further treated. One sulfur recovery process is
called the "Claus" process, and involves the use of thermal and
catalytic reactions to extract the elemental sulfur from the hydrogen sulfide
solution.
Some of the above information from www.NaturalGas.org with our thanks.
What is Glycol
Dehydration?
Glycol dehydration is used in the production and processing of natural gas by using a liquid desiccant that removes water from natural gas and natural gas liquids (NGL).
Various types of glycols are used in this process including;
triethylene glycol (TEG)
diethylene glycol (DEG)
ethylene glycol (MEG)
tetraethylene glycol (TREG).
TEG is the most commonly used glycol in the natural gas industry.
What is H2S
Removal?
H2S, or Hydrogen Sulfide, is a hazardous and corrosive element found in oil and natural gas which needs to be removed from the hydrocarbon before the oil or natural gas can be sold. The hydrogen sulfides are usually removed in a mid-stream gas processing facility by either iron sponges or amine plants.
What is a
Heater
Treater?
A "Heater
Treater" is used in the oil and gas
production process and is used to removes water and gas from the produced oil -
and to improve its quality for sale into a crude oil pipeline or for other
transport. A heater
treater typically combines the following
components inside the heater treater: a heater, free-water knockout, and oil and
gas separator.
What is the Joule
Thomson effect?
The Joule Thomson effect refers to the temperature of a gas that falls when it expands without doing any work (e.g. gas at constant pressure through a small orifice).
What is a JT
Plant?
A JT Plant is a "Joule Thomson" plant that is also referred to as the "JT Effect."
Joule Thomson are the
last names of James Joule and William Thomson that discovered in 1854 that cooling occurs when non-ideal gas
expands from high pressure to low pressure, i.e. for each 100 lbs of pressure drop there is a 3 degree F.
temperature drop. The JT Plant's
cooling effect can be increased by using the cooled gas to pre-cool the inlet gas via
the heat exchanger. Depending upon the size of the heat exchanger, the JT Plant
can triple the delta t or change in temperature.
A typical JT Plant
is made up of 3 separate units, which include;
1. The heat exchanger - a "gas to gas" heat exchanger enhances
the cooling effect of the JT process wherein the heat exchanger uses cooled the gas after
- downstream - of the JT valve to pre-cool
the gas going into the JT valve.
2. The JT Valve – which is a "throttling" where the gas in the gas
stream is allowed to expand. The JT valve must be "super" insulated to prevent
the heat transfer from
the gas or to the gas.
3. The cold separator which separates the cooled gas and natural gas
liquids (NGL) that will naturally "drop" out of the gas stream due to the JT
plant's JT effect.
Benefits of using a JT Plant:
The BTU content of "pipeline
quality gas" natural gas can have a high heating value (HHV) of 950 BTU/ft3
(low) to 1025-1060 BTU/cf.
Natural Gas with a higher BTU content condenses out more natural gas liquids (NGL's) than natural gas with a lower BTU content. Some of these natural gas liquids include; propane, butane, ethane, pentane in the natural gas pipelines. This reduces the flow through the pipeline and can potentially affect the pipeline's integrity and reliability.
Nearly
all natural gas pipelines have contract specifications regarding what "pipeline
quality" or "pipeline
quality gas" is - i.e. water content, acceptable amounts of H2S and BTU content,
etc. that suppliers have to meet to be able to use the pipeline system.
If the oil and/or natural gas reservoir pressure is high enough, a JT Plant
is a highly efficient and economic method to meet natural gas pipeline requirements.
What is Liquefied
Natural Gas (LNG)?
Liquefied
Natural Gas, or LNG, is natural gas (methane or CH4) that is cooled
to - 260 degrees F. (below zero). At this temperature, natural gas turns into a
liquid (liquefied natural gas) making it very economical to ship large amounts
of energy in a relatively small space.
When
natural gas has been liquefied, the natural gas that was once a "gas"
now takes up to 600 times LESS as a liquid, as when it was in its previous gas
state.
Because Liquefied
Natural Gas is still natural gas, its carbon emissions as well much
lower as compared to other fossil fuels, such as coal, diesel or oil.
Liquefied
Natural Gas is colorless, odorless, colorless, non-corrosive and
non-toxic. It weighs less than half the equivalent amount that water does.
Liquefied Natural Gas achieves a higher reduction in volume than compressed natural gas (CNG) so that the energy density of Liquefied Natural Gas is 2.4 times that of compressed natural gas or 60% of that of diesel fuel. This makes Liquefied Natural Gas a highly cost-effective fuel to transport over long distances where pipelines do not exist. Cryogenic tanks and LNG ships transport the LNG around the world on oceans and cryogenic tanks transport the LNG on trains and 18-wheelers. Think of cryogenic tanks like an insulated thermos bottle as the LNG must be kept at - 260 degrees F. (below zero) to remain in its liquid state.
Liquefied Natural Gas is used as any fuel may be used, as well as transporting natural gas to markets, where it is then re-gasified and distributed in natural gas pipelines.
What is Liquefied
Petroleum Gas (LPG)?
Commonly referred to as either Liquid Petroleum Gas, LPG or Propane, Liquid Petroleum Gas is one of our country's most versatile and clean burning fuels, that is made in the U.S.A., and also imported from Canada and Mexico.
Liquid
Petroleum Gas presently provides about 5% of our
country's total energy requirements.
Liquid
Petroleum Gas such as Propane exists in liquid and gas states. At
atmospheric pressure and temperatures above – 44 degrees F, Liquid
Petroleum Gas is a non-toxic, colorless and odorless gas.
Just like natural gas, an identifying odor called Mercaptan is added to Liquid Petroleum Gas so it can be readily detected in the event of a leak.
When
contained in an approved cylinder or tank, Liquid
Petroleum Gas (Propane) exists as a liquid and vapor. The vapor is
released from the container as a clean-burning fuel gas. Liquid
Petroleum Gas (Propane) is 270 times more compact as a liquid than as
a gas, making it economical to store and transport as a liquid.
Approximately 90 percent of the United States’ Liquid
Petroleum Gas supply is produced domestically, while 70% of the
remaining supply is imported from Canada and Mexico. Approximately equal amounts
of Liquid
Petroleum Gas comes from crude oil refining and natural
gas processing.
Liquid
Petroleum Gas is a readily available and secure energy
resource that is clean burning and has about 50% less greenhouse gas emissions
than electricity and coal. Liquid
Petroleum Gas is already an approved, alternative
fuel vehicle fuel listed in the 1990 Clean Air Act, as well as the
National Energy Policy Act of 1992.
At Home
Consumers
use Liquid
Petroleum Gas for heating and cooling homes, domestic
hot water (water heating) cooking, refrigeration, drying clothes,
barbecuing, lighting, and in gas fireplaces.
Fuel for Your Alternative
Fuel Vehicle
Propane
gas is the most widely used alternative fuel, with nearly 4 million vehicles
worldwide running on propane. More than 350,000 vehicles run on propane in the
U.S., according to the U.S. Department of Energy’s Alternative Fuels Data
Center.
Recreation
Because
Liquid
Petroleum Gas is portable and clean-burning, it is used by millions
of recreational vehicle owners and camping.
At the Farm
Liquid
Petroleum Gas is a reliable fuel supply on nearly
700,000 farms, where it is used in a wide range of agricultural applications,
such as crop drying, flame cultivation, fruit ripening, irrigation (irrigation
pumps), space heating, water heating, refrigeration and farm engines.
Commercial and Industrial Markets
More than 1 million commercial businesses, including; hotels, restaurants and laundries/cleaners use Liquid Petroleum Gas in the same way a homeowner does: for heating and cooling air, heating water, cooking, refrigeration, drying clothes and lighting, as well as generating steam in process steam boilers.
More than 350,000 industrial sites rely on it for cogeneration and trigeneration power plants, space heating, brazing, soldering, cutting, heat treating, annealing, vulcanizing, and generating steam in process steam boilers. Petrochemical industries use Liquid Petroleum Gas in the manufacture of plastics.
What is LNG
Liquefaction?
LNG
Liquefaction is a process that refrigerates Natural Gas until it is
condensed into a liquid at close to atmospheric pressure (maximum transport
pressure set at around 25 kPa/3.6 psi) by the natural gas to approximately
−162 °C (−260 °F) which reduces its volume to 1/600th or its
original volume for ease of transportation.
Liquefied
Natural Gas or simply "LNG" is natural gas which is
primarily methane or CH4 that has been liquefied to reduce its volume. As
previously stated, LNG is colorless, odorless, non-toxic and non-corrosive. LNG
hazards include flammability, freezing and asphyxia.
The LNG Liquefaction takes place at an LNG terminal, typically located at an ocean port where one or more natural gas pipelines deliver natural gas. The natural gas has had the contaminants removed by gas processing and purification, which removes, condensates such as water, dust, helium, mud, oil, CO2, H2S and mercury. The natural gas is then cooled down in stages until it is finally liquefied at -160 degrees C. The Liquefied Natural Gas is stored in cryogenic storage tanks and loaded onto an LNG ship and shipped.
What are Midstream Assets?
Midstream Assets include those assets and services that link the supply side of the value chain within the industry, to the demand side for for these energy commodities.
The Midstream Assets and the Midstream Oil and Gas sector is the bridge between the energy producers and the energy end-users and - therefore, can only be as strong as the weakest link or bridge within the midstream oil and gas sector.
Typical midstream assets include;
natural gas gathering
natural gas treating
natural gas processing
natural gas liquids
NGL fractionation
natural gas storage
natural gas transportation
natural gas pipelines
natural gas compression
terminalling and storage
oil transportation
vapor recovery units
What
is the Midstream Oil and Gas
sector?
The midstream oil and gas sector receives the oil and natural gas from the upstream oil and natural gas sector and provides initial gas processing, terminalling and storage, and transports the oil and natural gas and natural gas liquids for further natural gas treating and desulfurization "downstream." The natural gas may be processed or treated in the midstream sector through gas processing or natural gas treating facilities for producing pipeline quality gas for direct sale to a interstate or intrastate natural gas pipeline, and may bypass the downstream oil and natural gas sector entirely.
The downstream sector usually refers to crude oil refineries and the selling and distribution of natural gas and products derived from crude oil. These products include Liquefied Petroleum Gas or "LPG," gasoline, jet fuel, diesel fuel, and other fuel oils, as well as asphalt and petroleum coke.
What are Natural
Gas Liquids?
Natural
Gas Liquids or "NGL" are those hydrocarbons in natural gas
that are separated from the gas as liquids through the process of absorption,
condensation, adsorption, or other methods in gas processing or cycling plants.
Natural
Gas Liquids include ethane,
propane, butane, iso-butane, and pentane or natural gasoline. These NGLs are
sold separately and have a number of different uses which include; enhanced
oil recovery in oil wells, providing raw materials for oil refineries
or petrochemical plants and as sources of liquid fuel such as propane.
Typically, these liquids consist of propane and heavier hydrocarbons and are
commonly referred to as lease condensate, natural gasoline, and liquefied
petroleum gas.
What is "NGL
Fractionation"?
NGL, or natural gas liquids fractionation plants purpose is to separate the mixed natural gas liquids stream into separated products. These natural gas liquids that are separated by heat at NGL Fractionation plants include; ethane, propane, normal butane, isobutane and natural gasoline.
What is NGL Recovery?
Toward
the end of the gas
processing process and natural
gas treating process, wherein the "raw" natural gas
(methane or CH4) is readied for sale as "pipeline
quality gas," the recovery of the valuable natural
gas liquids (NGL) takes place. In many gas
processing facilities,
a cryogenic
plant - which
provides low-temperature distillation that recovers the natural
gas liquids. The residue gas from the
NGL recovery process, is the purified pipeline
quality gas that is sold via pipeline
and sent so end-users such as LDCs (local distribution companies - or natural
gas utility) for distribution via natural gas mains in their cities and markets.
Other NGL recovery methods
include an NGL
fractionation "train" which typically consists of three
distillation towers in a series. The series occurs in the following order:
1.
deethanizer
2. depropanizer
3. debutanizer.
The overhead product from the deethanizer is ethane - after which the bottoms flow to the depropanizer. The overhead product from the depropanizer is propane and the bottoms then flow to the debutanizer. The overhead product from the debutanizer is a mixture of normal butane and iso-butane. The bottoms products are a C5+ mixture. Most cryogenic plants, however, do not include fractionation due to economic reasons. Therefore the NGL stream is then transported as a mixed product to separate, standalone fractionation plants that are located near refineries or chemical plants that need these NGLs feedstock.
What is "Pipeline
Quality Gas"?
"Pipeline Quality Gas," is the purified and processed form of natural gas (CH4, natural gas or methane) that has had impurities, natural gas liquids and contaminants such as H2S (hydrogen sulfide) removed to meet "pipeline quality" requirements. This makes the natural gas useable to residential, commercial and industrial customers.
Pipeline Quality Gas is also used in the biogas and biomethane industry. In this case, "raw" biogas that is produced from Anaerobic Digesters and Landfill Gas To Energy projects cannot be sold to natural gas pipelines or used in internal combustion engines due to the high number of contaminants, impurities and other chemicals in the biogas.
Raw biogas, in order to become Biomethane or Pipeline Quality Gas, must be "upgraded" from "Biogas to Biomethane" wherein the impurities and contaminants of the biogas are removed. This process of biogas purification to biomethane is also called "Gas Sweetening." The impurities and contaminants of biogas that need to be removed to then have Biomethane or Pipeline Quality Gas include; carbon dioxide (CO2), water, hydrogen sulfide (H2S) and Siloxane. Some of the Biogas to Biomethane technologies include; iron sponge, water scrubbing, membrane separation, pressure swing adsorption (PSA), and mixing with higher quality gases.
What is Pressure
Swing Adsorption?
Pressure
Swing Adsorption, or PSA - provides for significant improvement and
efficiencies in the recovery of hydrocarbons from a mixture of natural gas or
process gases.
The advantages of a Pressure
Swing Adsorption plants are the high
enrichment of CH4 (more than 97%) and the reduced emissions levels and
reductions in waste. Next to that, the carbon molecular sieves also adsorb N2
and O2.
The one disadvantage of Pressure Swing Adsorption plants is the fact that H2S needs to be removed.
What
is "Stranded
Gas?"
Stranded Gas, also referred to as "stranded natural gas," refers to natural gas that has been discovered but has not, or will not be developed due to their location or the economics of getting the natural gas delivered to the marketplace.
Did you know that approximately 40% of the world's available natural gas reserves are classified as stranded gas?
The Department of Energy estimates that there are 3,000 Tcf of stranded gas world-wide!
Stranded gas may be stranded - or become stranded in the future, for several reasons;
*
the nearest natural gas pipeline may be too far from the well in terms of the
economics of running a new pipeline.
* the volume of natural gas produced may not be of sufficient quantities for the
natural gas pipeline company.
* the quality of the natural gas produced may not meet the "pipeline
quality gas" specifications of
the natural gas
pipeline
company.
* the amount of natural gas produced from the well may decline over the years to
amounts that do not meet the natural
gas
pipeline's minimum amounts among other reasons.
What
is "Upstream Oil and Gas"?
The oil and natural gas industry is divided into three major segments:
Upstream
Midstream
Downstream
The
Upstream Oil and Gas
segment is a term that refers to the searching,
drilling and production of crude oil and natural gas. The Upstream
Oil and Gas segment is also known as the "exploration and production"
or "E&P" segment.
The Upstream
Oil and Gas segment includes; exploring for potential underground
(or underwater) oil and natural gas fields (or reservoirs), drilling of exploratory wells, and
operating/producing the oil
and natural gas wells that "pay" with crude oil and/or
natural gas.
What is Vacuum
Swing Adsorption?
Vacuum Swing Adsorption or "VSA" is a gas separation technology that separates gases without the use of a cryogenic plant or another gas separation technology called pressure swing adsorption or "PSA."
Using
special solids within the VSA plant called adsorbents, the Vacuum
Swing Adsorption process segregates certain gases from
a gaseous mixture under minimal pressure according to the species' molecular
characteristics and affinity for the adsorbents. The primary adsorbents are
called zeolites. Zeolites are a Zeolites are a group of hydrous aluminum
silicate minerals whose molecules enclose "cations" of calcium,
potassium, sodium, strontium, or barium, or a similar synthetic compound that
are used as molecular filters and ion-exchange agents that forms a molecular
sieve and adsorb the target gas at or near ambient pressure. After the adsorbent
in one vessel is fully adsorbed, the process then "swings" to a vacuum
which regenerates the zeolite or adsorbent material.
Vacuum
Swing Adsorption differs from cryogenic
plant distillation techniques of gas separation and pressure swing
adsorption (PSA) techniques due to the fact that it operates at near-ambient
temperatures and pressures.
What is a Vapor
Recovery Unit?
A vapor recovery unit is a device that captures or recovers valuable volatile organic compounds and other rich gas streams that may otherwise be a significant environmental pollutant or hazardous air pollutant. A well designed vapor recovery unit can pay for itself in less than 3 years and simultaneously mitigate a company's exposure to environmental liabilities.
What is Waste Heat
Recovery?
There are more than 500,000 smokestacks in the U.S. that are "wasting" heat, an untapped resource that can be converted to energy with Waste Heat Recovery technologies.
About 10% of these 500,000 smokestacks represent about 75% of the available wasted heat which has a stack gas exit temperature above 500 degrees F. which could generate approximately 50,000 megawatts of electricity annually and an annual market of over $75 billion in gross revenues before tax incentives and greenhouse gas emissions credits.
Waste Heat Recovery technologies represent the least cost solution which provides the greatest return on investment, than any other possible green energy technology or "carbon free energy" opportunity!
Typical Waste Heat Recovery Installation
In some cogeneration and trigeneration designs, the exhaust gases can be used to activate a thermal wheel or a desiccant dehumidifier. Thermal wheels use the exhaust gas to heat a wheel with a medium that absorbs the heat and then transfers the heat when the wheel is rotated into the incoming airflow.
A professional engineer should be involved in designing and sizing of the Waste Heat Recovery section. For a proper and economical operation, the design of the heat recovery section involves consideration of many related factors, such as the thermal capacity of the exhaust gases, the exhaust flow rate, the sizing and type of heat exchanger, and the desired parameters over a various range of operating conditions of the cogeneration or trigeneration system — all of which need to be considered for proper and economical operation.
Advertise with us:
To see your ad here on "the" industry-leading site for the
Natural Gas Treatment and Gas Processing industry, send email to:
info@NaturalGasTreatment.com
Employment
Section Coming Soon:
Careers, Employment, Jobs, Open Positions, Recruiting, Resumes
Amine
Plants
www.AminePlants.com
Amine Sweetening
www.AmineSweetening.com
Amine
Units
www.AmineUnits.com
ASP
Flooding
www.ASPflooding.com
BTEX Removal
www.BTEXremoval.com
Carbon
Capture and Sequestration
www.CarbonCaptureAndSequestration.com
Carbon
Emissions
www.CarbonEmissions.com
Chemical
Flooding
www.ChemicalFlooding.com
CHP
Systems
www.CHPsystems.com
CO2-EOR
www.CO2-EOR.com
CO2
Flooding
www.CO2flooding.com
CO2 Injection
www.CO2injection.com
Cogeneration
www.Cogeneration.net
Crude
Oil Storage
www.CrudeOilStorage.com
Cryogenic Plant
www.CryogenicPlant.com
Desiccant
Dehydration
www.DesiccantDehydration.com
Desulfurization
www.Desulfurization.com
![]()
Emissions
Abatement
www.EmissionsAbatement.com
Emissions
Engineering
www.EmissionsEngineering.com
Engineering Procurement Construction - EPC
www.EngineeringProcurementConstruction.com
Engineering Feasibility
www.EngineeringFeasibility.com
Enhanced
Oil Recovery
www.EnhancedOilRecovery.com
Flare
Gas Recovery
www.FlareGasRecovery.com
Fractionation Plant
www.FractionationPlant.com
Front
End Engineering Design - FEED
www.FrontEndEngineeringDesign.com
Front
End Loading
www.FrontEndLoading.com
Gas
Compression
www.GasCompression.net
Gas
Compressors
www.GasCompressors.net
Gas
Dehydration
www.GasDehydration.com
Gas
Gathering
www.GasGathering.com
Gas Liquefaction
www.GasLiquefaction.com
Gas Processing
www.GasProcessing.net
Gas
Sweetening
www.GasSweetening.com
Glycol
Dehydration
www.GlycolDehydration.com
Greenhouse Gas Emissions
www.GreenhouseGasEmissions.com
H2S Removal
www.H2Sremoval.com
Heater
Treater
www.HeaterTreater.com
Helium
Recovery
www.HeliumRecovery.com
Joule
Thomson
www.JouleThomson.com
JT
Plant
www.JTplant.com
Liquefied
Natural Gas - LNG
www.LiquefiedNaturalGas.net
LNG
Liquefaction
www.LNGliquefaction.com
Methane
Recovery
www.MethaneRecovery.com
Microbial
EOR
www.MicrobialEOR.com
Midstream Assets
www.MidstreamAssets.com
Microbial
EOR
www.MicrobialEOR.com
Midstream
Oil and Gas
www.MidstreamOilAndGas.com
Natural
Gas Liquids - NGL
www.NaturalGasLiquids.net
Natural
Gas Treating
www.NaturalGasTreating.com
NGL
Recovery
www.NGLrecovery.com
Nitrogen
Injection
www.NitrogenInjection.com
Support Domestic Oil and Gas Production!
Oil
Gathering
www.OilGathering.com
Pipeline Quality Gas
www.PipelineQualityGas.com
Polymer Flooding
www.PolymerFlooding.com
Polymer Injection
www.PolymerInjection.com
Reservoir Stimulation
www.ReservoirStimulation.com
Steam Injection
www.SteamInjection.com
Stranded Gas
www.StrandedGas.com
Surfactant EOR
www.SurfactantEOR.com
Surfactant Flooding
www.SurfactantFlooding.com
Terminalling
www.Terminalling.com
Tracer Testing
www.TracerTesting.com
Upstream Oil and Gas
www.UpstreamOilAndGas.com
Vapor Recovery
Unit
www.VaporRecoveryUnit.com
VOC Control
www.VOCcontrol.com
VOC Removal
www.VOCremoval.com
Waste Heat
Recovery
www.WasteHeatRecovery.com
_________________________
Natural Gas
Treatment
www.NaturalGasTreatment.com
Natural Gas Treatment
![]()
NaturalGasTreatment.com
Copyright
© 2010
All Rights Reserved
